


Универсальный магнитопорошковый дефектоскоп ЕрМаг 1000 3D АктивТестГруп
{kind=link}
{kind=link}
{kind=link}
-
Магнитопорошковый контроль деталей любой геометрической формы, в том числе, в проблемных для магнитторцы деталей, резьба, зубцы шестерни с частотой поля 200 Гц или 50 Гц.
-
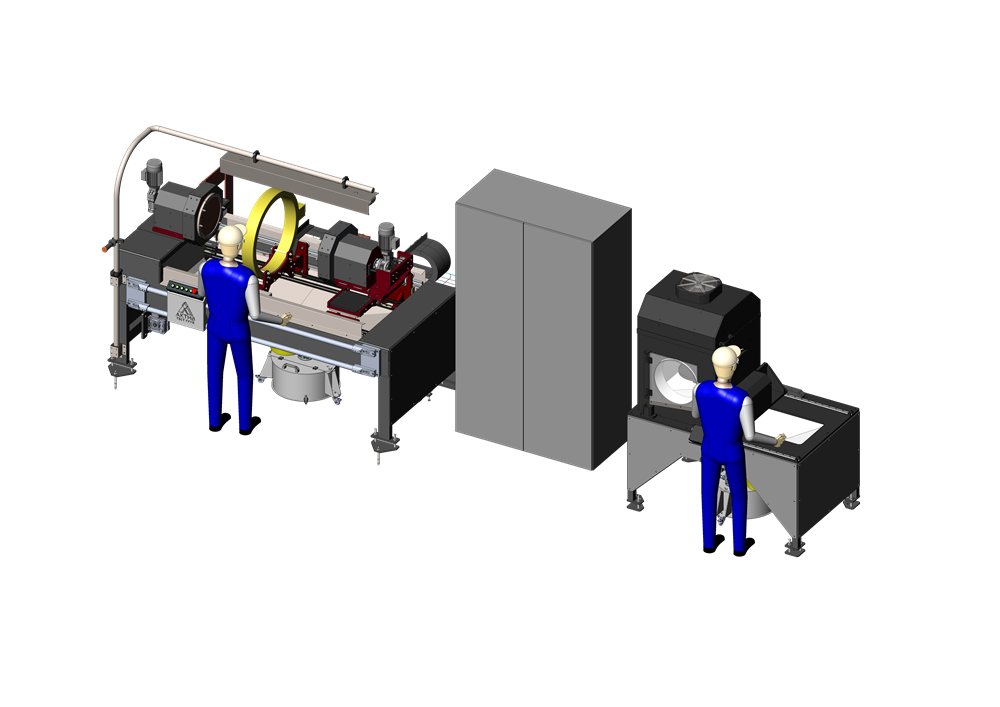
Рабочее местобесконтактное намагничивание для контроля мелких деталей до 300 мм со сложной геометрией: торцы деталей, резьба, зубцы шестерни, контроль деталей длиной до 1000 мм
-
Функция быстрого прерывания токовдо 5 мс
Универсальный магнитопорошковый дефектоскоп ЕрМаг 1000 3D — автоматизированное оборудование с возможностью программного задания параметров выполнения цикла контроля: установка времени и значений токов намагничивания и размагничивания, выбор вида тока намагничивания. Операции перемешивания суспензии, зажима, намагничивание и размагничивание автоматизированы. Полив контролируемой поверхности магнитной суспензией – ручной или автоматизированный. Параметры дефектоскопа отвечают требованиям ГОСТ Р 56512-2015 и ГОСТ Р 53700-2009 и обеспечивает класс чувствительности «А», «Б» или «В» ГОСТ 21105 в зависимости от состояния поверхности контролируемой детали. Компактное решение для контроля нескольких деталей одновременно. Рабочее место — контроль деталей длиной до 1000 мм. Циркулярное и продольное (полюсное) намагничивание переменным и постоянным токами для обеспечения способов приложенного поля и остаточной намагниченности. Вращение детали одновременно с циркулярным и продольным намагничиванием. Стабилизация токов намагничивания. Размагничивания деталей. Комбинирование продольного (полюсного) и циркулярного поля для эффективного размагничивания деталей без снятия с дефектоскопа. Функция быстрого прерывания токов — до 5 мс. Не вызывает размагничивания детали и не снижает чёткость индикаторного следа. Зажим детали, намагничивание и размагничивание, перемешивание суспензии – механизированы. Полив контролируемой поверхности магнитной суспензией – ручной или автоматизированный. Рабочее место — бесконтактное намагничивание для контроля мелких деталей до 300 мм со сложной геометрией: торцы деталей, резьба, зубцы шестерни. Намагничивание объекта контроля в трех взаимно перпендикулярных направлениях за один цикл намагничивания и выявление дефектов любой возможной ориентации. Магнитопорошковый контроль деталей любой геометрической формы, в том числе, в проблемных для магнитного контроля зонах: торцы деталей, резьба, зубцы шестерни с частотой поля 200 Гц или 50 Гц. Намагничивание нескольких деталей за один цикл. При намагничивании с частотой магнитного поля 200 Гц нет необходимости вращать деталь внутри камеры намагничивания, что позволяет контролировать детали с габаритами, превышающими размер поворотного стола. Риск образования прижогов снижен до «0», т.к. объект контроля не зажимается в КЗУ. Размагничивание деталей убывающим переменным полем.
}} "Дефектоскоп магнитопорошковый ЕрМаг 1000 Классик АктивТестГруп ATG0001000")
}} "Универсальный магнитопорошковый дефектоскоп ЕрМаг 3D АктивТестГруп ATG0001006")
}} "Стационарный магнитопорошковый дефектоскоп ЕрМаг СКП АктивТестГруп для контроля колец подшипников ATG0001002")
}} "Дефектоскоп магнитопорошковый ЕрМаг 1000 Слим АктивТестГруп ATG0001001")
}} "Промышленная установка ЕрМаг РМУ АктивТестГруп для размагничивания и намагничивания ATG0001007")